カテゴリ
熱いプロダクト








-
出荷の準備ができている3層の自動掃除機 Nov 02, 2021出荷の準備ができている3層の自動掃除機 3層自動掃除機 オーブン #リチウムイオン電池の電極、電池セル、電池が注入されるのを待つベーキングに適しています. 30セットの3層自動掃除機がインドネシアのお客様に送られます. 私たち、 TOB 、18年以上この分野を専門とするプロのリチウムイオン電池製造機および材料サプライヤーとして.最新のリチウムイオン原料および製造機に興味がある場合は、私に連絡してください. 連絡先(エンジニア&セールス): ケビン Eメール: tob.kevin@tobmachine.com Skype: tob.kevin@tobmachine.com Wechat: tob13348386930もっと見る
-
ポーチセルケース Oct 28, 2021ポーチセルケース ポーチセルの研究を行う場合、ポーチセルケースが重要です.今日、2000ケースのお客様の注文の準備ができており、私たちはそれをしっかりと梱包しました. ポーチセルケース成形機をご用意しておりますので、セルサイズに合わせて成形ダイを設計いたします. ただし、十分な予算がない場合は、直接当社からケースを購入できます.いくつかのサイズがありますが、研究に適したものを選択できるので、お金を節約できます. また、ケースの厚さが6mm以上の場合、アルミニウムフィルム材料はそのような成形深さをサポートできないため、6mm以上の成形時に損傷する可能性があるため、二重穴を設計する必要があります. ご興味のある方は、お問い合わせください.私たちの専門的な技術とサービスは私たちに楽しい協力をもたらすと信じています. 連絡先(エンジニア&セールス):ミスゾーイ Eメール: tob.zoe@tobmachine.com Skype: tob.zoe@tobmachine.com 電話番号/ Wechat:+86 15980946320もっと見る
-
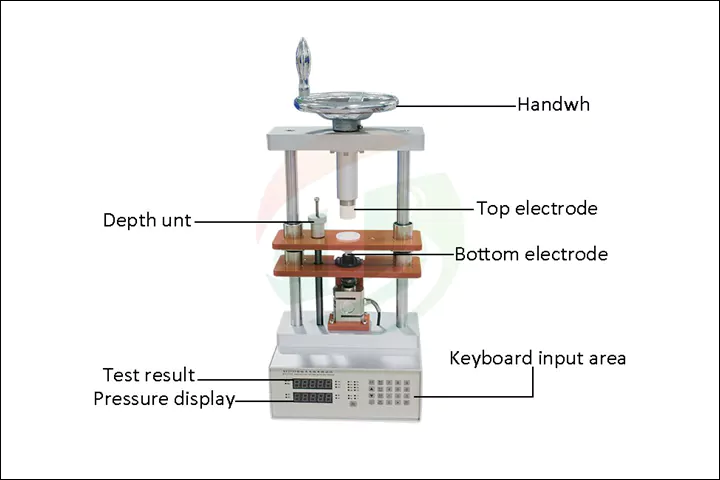
粉末抵抗率テスター Oct 26, 2021粉 抵抗率テスター タイプの半導体パワーテスターの抵抗率 ST-2722-SZ あらゆる半導体粉末材料の抵抗率を測定できます.材料の要件はありません.サンプルのテスト値が機器の測定範囲内にある必要があるだけです. 私の韓国の顧客の1人が、リチウム電池ラボの研究用に1セットを注文し、本日、出荷を終了しました. 私たち、 TOB 会社 、18年以上この分野を専門とするプロのリチウムイオン電池製造機および材料サプライヤーとして.最新のリチウムイオン原料や製造機に興味のある方は、ぜひご連絡ください. 連絡先(エンジニア&セールス):ケビン Eメール: tob.kevin@tobmachine.com Skype:tob.kevin@tobmachine.com Wechat:tob13348386930もっと見る
-
真空プラネタリーミキサー Oct 20, 2021真空プラネタリーミキサー 30L真空プラネタリーミキサー1台の準備が整いました.まもなくお客様への発送を手配します. モデルTOB-XFZH30、デザインボリューム45L、有効ボリューム15-30Lです. 粉末と液体を混合して分散させ、最終的に均一に混合された電池スラリーが得られます.粘度範囲は120万cPs以下で、高粘度プロセスに非常に適しています. さらに、この真空プレーンテイ ミキサー XFZHシリーズには次のような多くのモデルがあります 2L、5L、 10L、20Lなど、必要に応じて混合量をお選びいただけます. さらに詳しい情報が必要な場合は、お気軽にお問い合わせください. 連絡先(エンジニア&セールス):ミスゾーイ Eメール: tob.zoe@tobmachine.com Skype: tob.zoe@tobmachine.com 電話番号:+86 15980946320 Wechat: 15980946320もっと見る
-
リチウムイオン電池コーティング機 Oct 19, 2021リチウムイオン電池 コーティング機 コーティング機デスクトップ連続コーティング機は、ラボ研究用の小型ロールツーローリングコーティング機であり、高精度コーティング装置によって組み立てられ、機関、大学、および工場のパイロット規模のバッテリー研究作業に適しています .この機械は、リチウムイオン電池のカソードおよびアノードコーティングの連続コーティングプロセスに特別に使用されます.この機械は、リチウムイオン電池のカソードおよびアノードコーティングの連続コーティングプロセスに特別に使用されます. 機材の点検を行っておりますが、問題がなければトルコのお客様にお送りしますので、よろしくお願いします. TOB 新エネルギーの限界 「ワンストップ」ソリューションと「ターンキー」プロジェクトを提供し、技術改善プログラムも提供します.興味がある場合は、お気軽にお問い合わせください.ご相談をお待ちしております. 読んでくれてありがとう! 担当者:ランナーカン Eメール: tob.runner@tobmachine.com Skype:tob.runner@tobmachine.com Wechat:tob014もっと見る
-
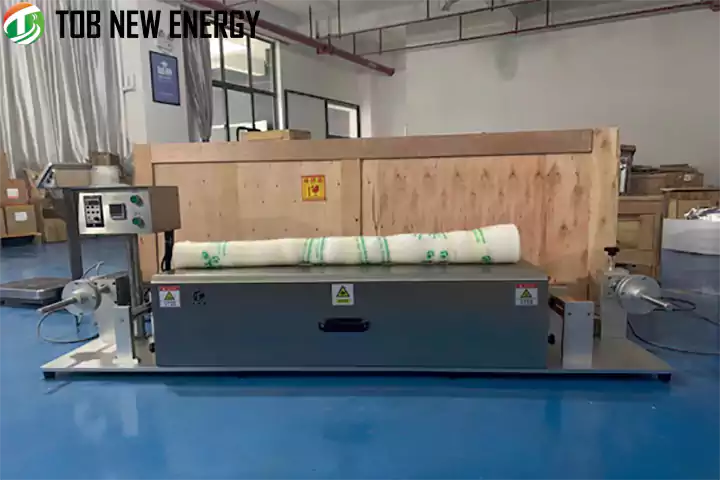
円筒形バッテリー溝入れ機 Oct 14, 2021円筒形バッテリー溝入れ機 セルケーシングの溝入れは、円筒形電池の研究における重要なステップです.溝入れ機は、電池セルコアを備えた円筒形鋼シェル(またはコンデンサアルミニウムシェル)の均一な自動圧延溝に適しています. お客様の操作を容易にするために、溝のセクションの前にバッフルを追加して、お客様の手を誤って触れないように保護しています. 私たちの TOB 、17年以上この分野を専門とするプロのリチウムイオン電池製造機および材料サプライヤーとして.最新のリチウムイオン原料や製造機に興味のある方は、ぜひご連絡ください. 連絡先(エンジニア&セールス) :ケビン Eメール: tob.kevin@tobmachine.com Skype :tob.kevin@tobmachine.com Wechat: tob13348386930もっと見る
-
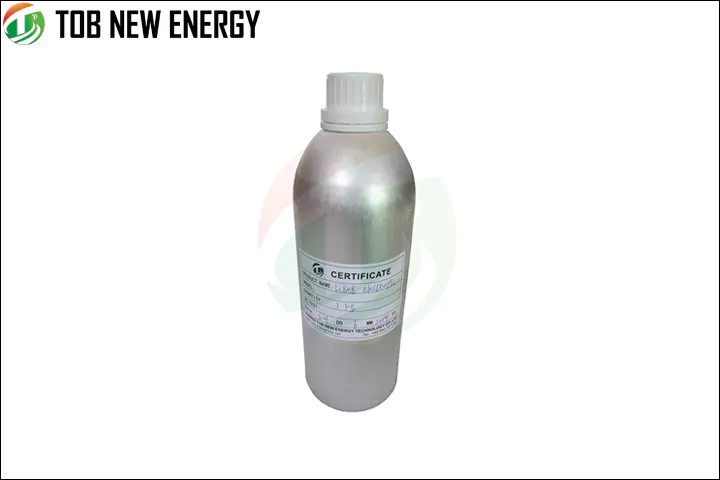
電解質が配達されようとしています Oct 11, 2021電解質 配信されようとしています これはバッテリーです 電解質 Lipf6 .電解質 バッテリーの重要な部分です.可燃性および爆発性の危険物に属します.したがって、保管および輸送中の安全性に注意を払う必要があります.私たちは通常、それらをアルミボトルに保管します.アルミニウムは侵食されにくいからです. 現在、ロシアのお客様に完全に納品できるように、これらの電解質を慎重に梱包して固定しています.商品を発送します 海路で.すべてが順調に進むことを願っています.また、お客様からのフィードバックもお待ちしております. 厦門TOBNEW ENERGY CO.、LTD. 「ワンストップ」ソリューションと「ターンキー」プロジェクトを提供し、技術改善プログラムも提供します.興味がある場合は、お気軽にお問い合わせください.ご相談をお待ちしております. 読んでくれてありがとう! 担当者:ランナーカン Eメール: tob.runner@tobmachine.com Skype:tob.runner@tobmachine.com Wechat:tob014もっと見る
-
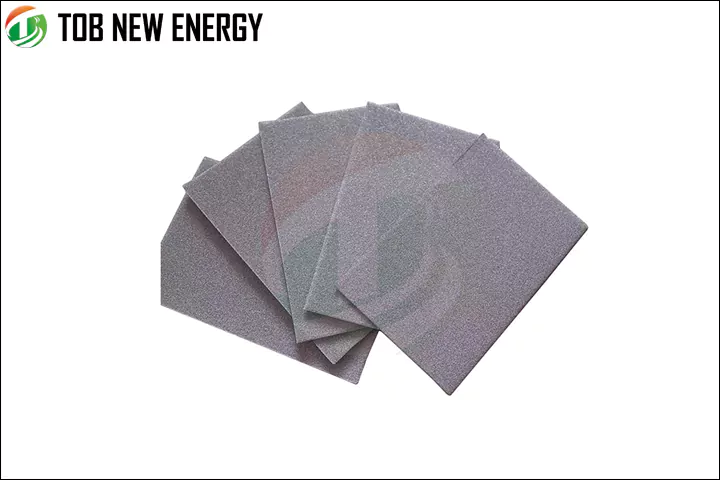
電池材料用ニッケルフォーム Sep 28, 2021発泡金属 電池素材用 TOB新エネルギー 、バッテリーを作るためのすべての材料を提供します.今日は、発泡金属を見てみましょう. 発泡金属の場合、厚さ0.5〜2mm、標準幅200mmを提供できますが、必要に応じてカスタマイズできます. 通常、リチウム電池の研究では、コイン電池などのフィラーとして使用されます. お客様のご要望に応じて、さまざまなサイズや形状に合わせてカスタマイズいたします. ご不明な点がございましたら、お気軽にお問い合わせください.よろしくお願いいたします. 連絡先(エンジニア&セールス): ケビン氏 Eメール: tob.kevin@tobmachine.com Skype: tob.kevin@tobmachine.com 電話番号 : +86 13348386930 Wechat: 13348386930もっと見る