カテゴリ
熱いプロダクト








-
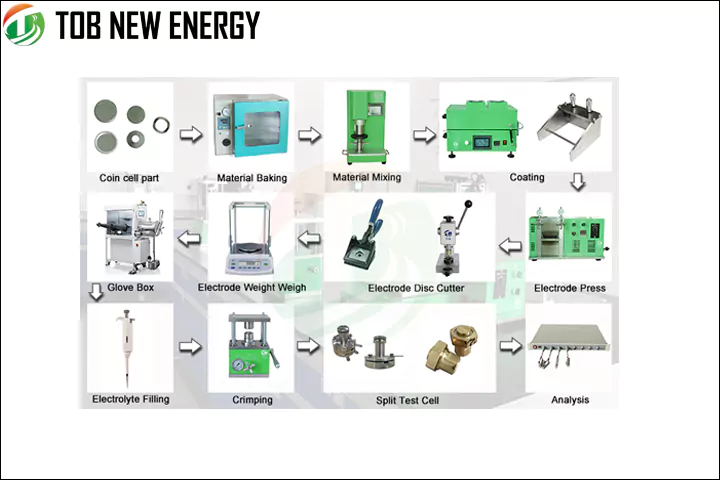
コイン型電池の作り方 Dec 02, 2021コイン型電池の作り方 以下に多くのプロセスが表示されます. 材料ベーキング→スラリー混合→電極コーティング→電極ロールプレス→電極およびセパレーターディスク切断→グローブボックス内のコイン電池アセンブリ(電解質充填、圧着)→テスト より明確にするために、私たちはコイン電池組立ラインのビデオを作成しました、あなたはそれをチェックすることができます. また、コイン型電池を作るためのすべての材料も提供しています.ご不明な点がございましたら、お気軽にご連絡ください. 連絡先(エンジニア&セールス): ミスゾーイ メール/ Skype: tob.zoe@tobmachine.com 電話/ Wechat: +86 15980946320もっと見る
-
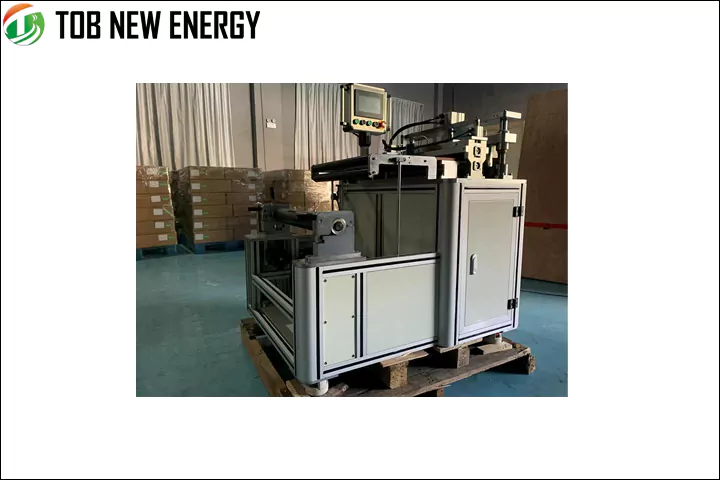
リチウム電池電極切断用自動切断機 Dec 01, 2021リチウム電池電極切断用自動切断機 自動せん断 切断機 主に、コーティングプロセス後または連続圧延プレスプロセス後のリチウム電池の大きな電極の切断に使用されます.大きな電極を切断することは、バッテリー製造のために小さな断片にスリットまたはパンチするのにより簡単です. 1時間のハードワークの後、解体とテストを終了しました.そしてそれはうまくいきます. さて、丁寧に梱包します.輸送中に問題が発生しないようにします.その後、梱包後、ドイツのお客様にお届けします. すべてがうまくいくことを願っています. TOB NEW ENERGY LIMTED 「ワンストップ」ソリューションと「ターンキー」プロジェクトを提供し、技術改善プログラムも提供します.興味がある場合は、お気軽にお問い合わせください.ご相談をお待ちしております. 読んでくれてありがとう! 担当者:ランナーカン Eメール: tob.runner@tobmachine.com Skype:tob.runner@tobmachine.com Wechat:tob014もっと見る
-
油圧バッテリーシール機 Nov 23, 2021油圧バッテリーシール機 写真はTOB-CF650型の油圧式電池シール機です.コンパクトな油圧クリンパで、バッテリーのR & Dラボであらゆるタイプのシリンダーケースを密閉するために使用されます.その最大の利点の1つは、安全保護機能を備えた簡単な操作で、お客様が5分以内にシーリング手順を習得できることです. 今、私はそれを開梱してチェックしています.機器に問題がなければ、厦門からアメリカのお客様にお送りします.幸運を. TOB NEW ENERGY LIMTED 「ワンストップ」ソリューションと「ターンキー」プロジェクトを提供し、技術改善プログラムも提供します.興味がある場合は、お気軽にお問い合わせください.ご相談をお待ちしております. 読んでくれてありがとう! 担当者:ランナーカン Eメール: tob.runner@tobmachine.com Skype:tob.runner@tobmachine.com Wechat:tob014もっと見る
-
リチウム電池およびキャップ圧力試験装置 Nov 22, 2021TOB新エネルギー リチウム電池の研究、特にリチウム電池のキャップの安全性に常に取り組んできましたが、今では リチウム電池キャップ圧力試験装置 、リチウム電池の研究と安全生産を専門としています. リチウムイオン電池キャップのPTCとCIDは何ですか? 安全性と安定性を高めるために、リチウムイオンバッテリーキャップの内部設計には2つの保護機能があります. 1つはサーミスタであるPTC(正の温度係数)です.もう1つは、安全防爆バルブであるCID(電流遮断装置)です. まず、PTCは回復可能な保護です. PTCは、正の温度係数を持つサーミスタです.セルの内部電流が大きすぎる場合、または外部短絡が発生すると、内部温度が上昇し、PTC抵抗が増加するため、バッテリーは断線しているのと同じになります.温度が下がると、抵抗値が回復し、セルは通常の出力に戻ります.この保護により、セルが高温で放電するのを防ぎ、セルの安全性をより適切に保護します. CIDは、非回復、安全防爆バルブの保護に属します.これは、自己破壊デバイスとも呼ばれ、バッテリーセルのセキュリティ保護の最後の障壁です.バッテリーセルが高温、過充電、外部短絡で過電流になると、内部空気圧が上昇し、一定値に達すると、CIDは空気圧によって駆動され、正のキャップから分離され、出力がなくなります.セル外の0V. CIDは回復できません.バッテリーセルが異常な状態で使用された場合、CIDはバッテリーセルの爆発や火災の安全上の問題を防ぎ、バッテリーセルの安全性の不可欠な部分です. TOB-CID-6.0 2ステーションリチウム電池とキャップ圧力試験機 CIDテスト用に特別に開発されたデバイスです. 2つの作業ステーションがあります. 1つは、キャップの流入材料の停止圧力と破裂圧力をランダムに検査することです.もう1つは、空のシェルリチウム電池をチェックすることです.サンプルは、停止圧力値、破裂圧力値、およびシール気密性についてランダムに検査されます. .サンプリングに使用される空のシェルリチウム電池は、通常製造される非充填リチウム電池の完成品、または電池セルなしでテストするために特別に使用されるサンプルを指します.空のシェルリチウム電池の負極の底部の中央に小さな穴を開けると同時に、キャップの負極がシェルに接続されていることを確認してテストを実行する必要があります. 特に、すでに電解液が充填されているリチウム電池を検出する場合、検出時にリチウム電池の正極が下向きになるため、電解液の流れによりカバープレートのブレークポイントが外れなくなり、結果として破壊電圧値の読み取りに失敗した場合. 気密性試験は、リチウム電池サンプルの気密性を水滴や気泡の目で確認するための専用器具を追加しました. 私たちTOBNew Energyは、この分野を18年以上専門に扱ってきた、リチウムイオン電池の専門サプライヤーおよび材料サプライヤーです.最新のリチウムイオンに興味があるなら 電池原料, R & D機器 と 生産ラインソリューション 、 お願いします お問い合わせ 詳細については....もっと見る
-
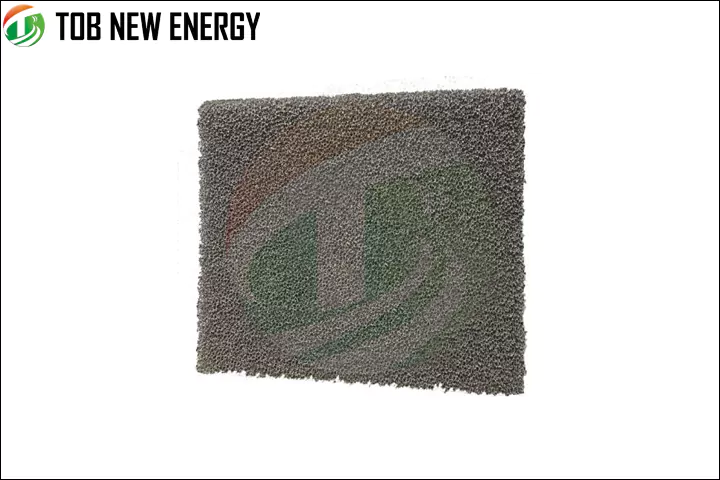
電池電極材質発泡金属 Nov 18, 2021電池電極材質発泡金属 発泡金属 電池の電極材、携帯電話、携帯電話、電動スクーター、電動自転車、ハイブリッド車などに広く使用されている二次電池として使用されています. また、流体中の磁性粒子の磁気流導体を処理するためのフィルター材料としても使用できます. 下の写真は私がこの発泡ニッケルを梱包しているところです.インドのお客様に発送します.見た目はきれいではありませんが、無事に届くと思います.顧客はそれ全体を受け取ります.私は信じている. TOB NEW ENERGY LIMTED 「ワンストップ」ソリューションと「ターンキー」プロジェクトを提供し、技術改善プログラムも提供します.興味がある場合は、お気軽にお問い合わせください.ご相談をお待ちしております. 読んでくれてありがとう! 担当者:ランナーカン Eメール: tob.runner@tobmachine.com Skype:tob.runner@tobmachine.com Wechat:tob014もっと見る
-
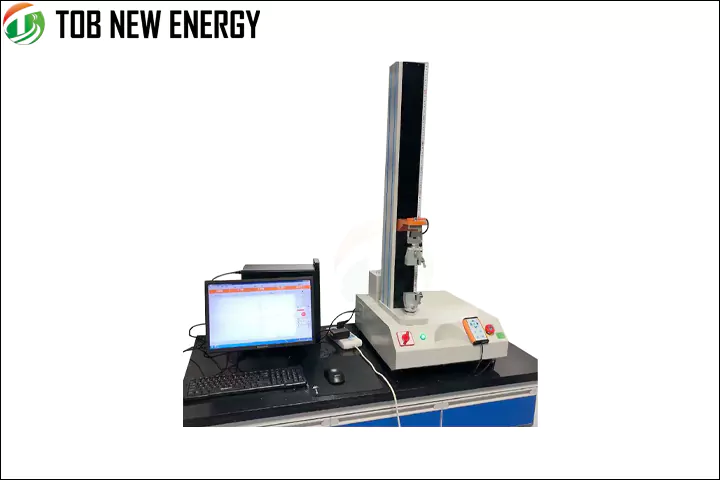
ユニバーサル引張強度試験機 Nov 18, 2021ユニバーサル引張強度試験機 私は、新しい材料テスターを私たちの忠実な顧客TOB-BL-2510に推薦したいと思います. このテスターは、引張、圧縮、曲げ、接着、せん断、剥離、引き裂き、およびその他の機械的特性のテストのために、さまざまな材料、半製品、および完成品のテストに使用されます. 接着剤、粘着テープ、粘着ステッカー、医療用パッチ、保護フィルム、剥離紙、複合フィルム、薄膜、紙、リチウムイオン電池箔材料(銅箔、アルミ箔、電極、溶接効果)およびその他の関連製品に適用できます180度の剥離性能試験の. 下の写真のように外観を作成します. 私たち、 TOB会社 、17年以上この分野を専門とするプロのリチウムイオン電池製造機および材料サプライヤーとして.最新のリチウムイオン原料とラボポーチセルの生産ラインに興味がある場合は、私に連絡してください. 連絡先(エンジニア&セールス):icy Eメール: tob.icy@tobmachine.com Skype:tob.icy@tobmachine.com Wechat:tob13348386932もっと見る
-
Ni-MHバッテリーテスターの出荷 Nov 10, 2021Ni-MHバッテリーテスターの出荷 2台の成形およびグレーディングマシンが十分に梱包されており、お客様にすぐに出荷できます. 当社のニッケル水素電池テスターは、主にコンピューター(お客様提供のコンピューター)、通信インターフェース、電池成形機で構成されています. 電池成形機は、クランプを配置するためのクランプとプレート本体、メインボード、充放電スイッチ電源、機械、制御盤で構成されています.両面構造の各電池成形機は、定電流充電および定電流放電により、768個のNi-MHまたはCd-Ni電池を制御および検出できます. 私たち、 TOB会社 、17年以上この分野を専門とするプロのリチウムイオン電池製造機および材料サプライヤーとして.最新のリチウムイオン原料とラボポーチセルの生産ラインに興味がある場合は、私に連絡してください. 連絡先(エンジニア&セールス):icy Eメール: tob.icy@tobmachine.com Skype:tob.icy@tobmachine.com Wechat:tob13348386932もっと見る
-
コイン電池圧着機 Nov 05, 2021コイン電池 圧着機 コイン電池圧着機は、常に当社の人気商品です.多くの大学、研究センター、企業が購入しており、お客様からのフィードバックは非常に良いものです. 参考までに以下の3つのモデルで確認できます.注:空気圧モデルをお勧めします.ランニングが最も安定しています. 手動油圧モデルTOB-MR-120、最大8Tの油圧駆動圧力、バッテリーシール、振動、漏れなし. 空気圧モデルTOB-QD-150、推奨圧力は0.7MPaです. 電気モデルTOB-DF-160、220V / 110Vはオプションです. さらに、コイン電池の分解研究も行っている場合は、分解ダイをもう1つ購入できます.これにより、ダイを簡単に交換できます. 興味のある方はお気軽にお問い合わせください.高品質な製品と専門的な技術サポートを提供します. 連絡先(エンジニア&セールス):ミスゾーイ Eメール: tob.zoe@tobmachine.com Skype:tob.zoe@tobmachine.com 電話番号/ Wechat:+86 15980946320もっと見る