バッテリー集電装置
Sep 23, 2021
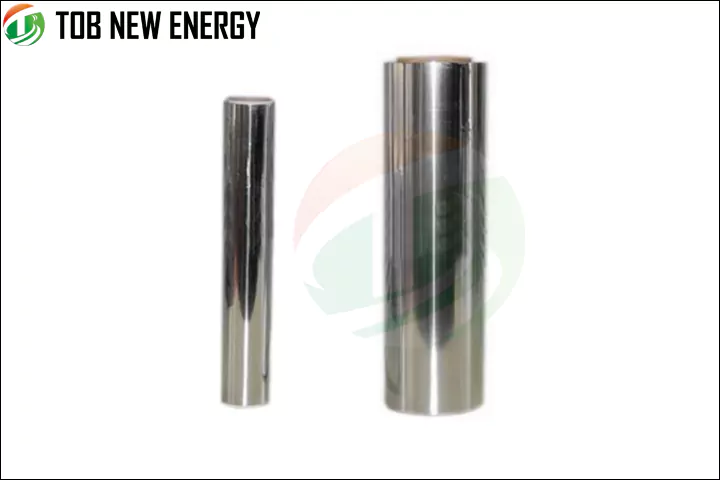
バッテリー集電装置 TOB New Energyは、バッテリーを製造するためのすべての材料を提供しています.今日は、現在のコレクターを見てみましょう. 銅箔の場合、厚さ6〜30um、標準幅200mmを提供できますが、必要に応じてカスタマイズできます. また、カーボンコーティングされた銅箔があり、カーボンの厚さは1 umで、片面または両面コーティングを選択できます. アルミホイルの場合、厚さ12〜30um、標準幅は200mmで、カスタマイズ可能です.また、カーボンコーティングされたアルミホイル、1umのカーボンコーティングされた厚さを持っています. さらに、次のような発泡金属を供給することができます. 銅フォーム, ニッケルフォーム, アルミフォーム,e tc. ご不明な点がございましたら、お気軽にお問い合わせください.よろしくお願いいたします. 連絡先(エンジニア&セールス): ミスゾーイ Eメール: tob.zoe@tobmachine.com Skype: tob.zoe@tobmachine.com 電話番号 : +86 15980946320 Wechat: 15980946320
もっと見る


 購読する
購読する 




 中文
中文 English
English français
français Deutsch
Deutsch italiano
italiano español
español português
português Nederlands
Nederlands 한국의
한국의