

カテゴリ
熱いプロダクト








リチウム電池のコーティング工程
Jan 25,2024電極片の塗布とは、一般に、均一に撹拌されたスラリーを集電体上に均一に塗布し、スラリー中の有機溶媒を乾燥させる工程を指す。コーティングの効果はバッテリー容量、内部抵抗、サイクル寿命、安全性に重要な影響を及ぼし、ポールピースが均一にコーティングされることを保証します。コーティング方法と制御パラメータの選択は、リチウムイオン電池の性能に重要な影響を与えます。これは主に次のような点に現れます。
1) コーティング乾燥温度制御: コーティング中の乾燥温度が低すぎる場合、ポールピースが完全に乾燥していることを保証できません。温度が高すぎる場合は、ポールピース内の有機溶剤の蒸発が早すぎるためである可能性があります。ポールピースの表面コーティングがひび割れて剥がれ落ちます。
2) 塗膜面密度: 塗膜面密度が小さすぎると、電池容量が公称容量に達しない可能性があり、塗膜面密度が大きすぎると、バッチ処理の無駄が発生しやすく、正極容量が過剰であると、深刻な場合には、リチウムの析出によりリチウム樹枝状結晶が形成され、バッテリーセパレーターに穴が開き、短絡が発生し、潜在的な安全上の危険を引き起こします。
3) コーティングサイズ: コーティングサイズが小さすぎたり大きすぎたりすると、バッテリー内の正極が負極で完全に包まれなくなる可能性があり、充電プロセス中にリチウムイオンが正極から埋め込まれ、電解液に移動します。負極が完全に包まれていないと、正極の実際の容量を効率的に発揮できなくなり、深刻な場合には電池内部にリチウム樹枝状結晶が形成され、セパレータに穴が開きやすくなり、内部回路の故障を引き起こす可能性があります。バッテリー;
4) コーティングの厚さ: コーティングの厚さが薄すぎたり厚すぎたりすると、その後の電極圧延プロセスに影響があり、電池電極片の性能の一貫性が保証できなくなります。
塗装設備と塗装工程の選定
広義のコーティング工程には、巻き戻し→スプライシング→テンションコントロール→プルタブ→コーティング→乾燥→ガイド→テンションコントロール→ガイド→巻き取り等の工程が含まれます。塗装プロセスは複雑であり、塗装装置の製造精度、装置動作のスムーズさ、塗装プロセスにおける動的張力の制御、塗装のサイズなど、塗装効果に影響を与える多くの要因があります。乾燥工程の風量や温度制御曲線がコーティング効果に影響を与えるため、適切なコーティング工程を選択することが非常に重要です。
一般に、コーティング方法の選択は、コーティングする層の数、ウェットコーティングの厚さ、コーティング溶液のレオロジー特性、必要なコーティング精度、コーティング支持体、または下地、塗布速度など。
上記の要素に加えて、ポールピースのコーティングの特定の条件と特性を組み合わせる必要もあります。リチウムイオン電池のポールピースコーティングの特徴は次のとおりです。 (1) 両面単層コーティング。(2) スラリー湿式塗膜が厚くなる(100~300μm)。(3)スラリーは非ニュートン性の高粘度流体である。(4)ポールピースの塗装精度がフィルム塗装と同等で高い。(5)塗布支持体は、厚さ10~20μmのアルミ箔、銅箔である。(6) フィルムの塗布速度に比べて、電極の塗布速度は速くない。まとめると、一般的な実験用機器ではスクレーパー方式が多く、民生用リチウムイオン電池ではローラー搬送方式が多く、動力用電池ではスリット押出方式が多く使われています。
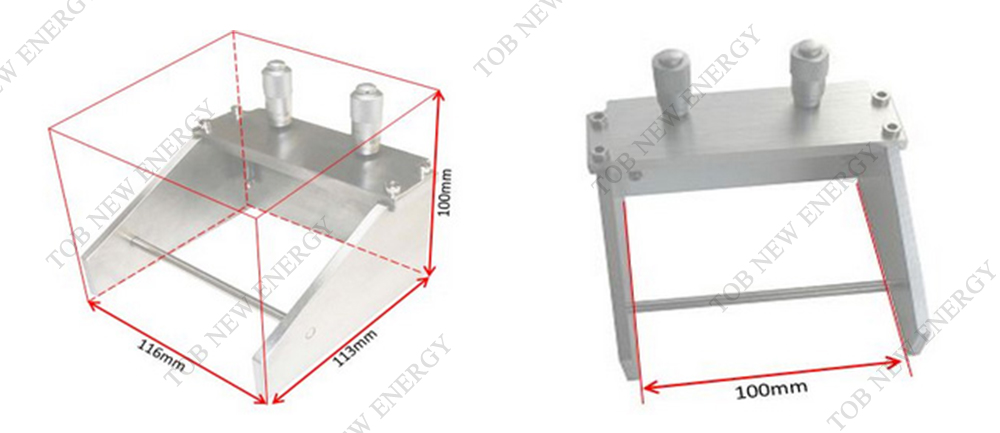
スクレーパーコーティング:箔基材はコーティングローラーを通過し、スラリートラフと直接接触します。基材がコーティングローラーとスクレーパーの間を通過するとき、スクレーパーとスクレーパーの間のギャップで、余分なスラリーが箔基材上にコーティングされます。基材によって膜厚が決まり、同時に余分なスラリーを掻き落としてリフローすることで基材表面に均一な膜を形成します。スクレーパーの種類は主にコンマスクレーパーです。コンマスクレーパーはコーティングヘッドの重要なコンポーネントの 1 つで、一般にバスバーに沿った丸いローラーの表面にコンマスのような刃先を形成します。この種のスクレーパーは強度と硬度が高く、コーティング量の制御が容易です。高い固形分含有量と高粘度のスラリーに適した塗布精度。
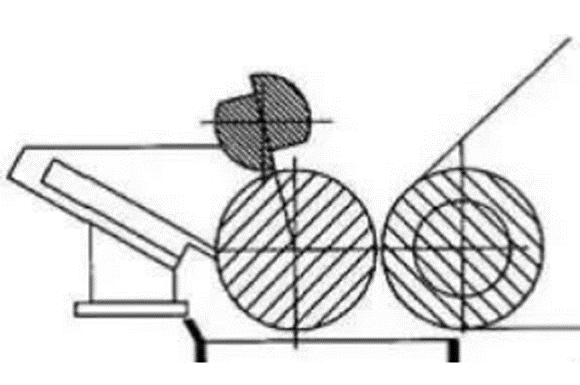
ローラーコーティング転写タイプ:コーティングローラーが回転してスラリーを駆動し、コンマスクレーパーギャップを通じてスラリーの移送量を調整し、バックローラーとコーティングローラーの回転を利用してスラリーを基材に転写します。ローラー転写コーティングは、 2 つの基本的なプロセス:
(1)コーティングローラーが回転してスラリーを計量ローラーギャップに送り込み、一定の厚さのスラリー層を形成する。
(2) 一定厚みのスラリー層を塗布ローラーとバックローラーで逆方向に回転させ、スラリーを箔に転写して塗膜を形成します。
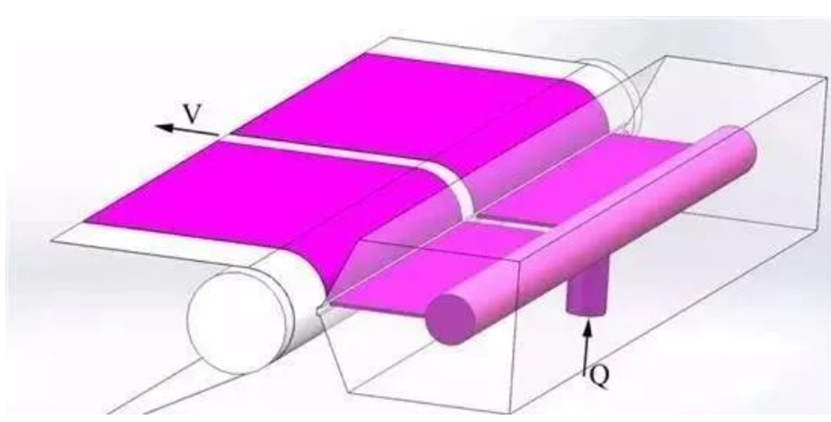
スリット押出コーティング:精密湿式コーティング技術として、その動作原理は、コーティング液を一定の圧力と流量でコーティング金型のギャップに沿って押し出し、スプレーし、基材に転写することです。他のコーティング方法と比較して、コーティング速度が速く、高精度、均一なウェット厚さなど、多くの利点があります。塗装装置が密閉型であるため、塗装工程中の異物の侵入を防ぐことができ、スラリー利用率が高く、スラリー物性を安定に保つことができ、同時に多層塗装が可能です。異なるスラリー粘度や固形分範囲にも適応でき、転写コーティング法と比較して適応力が強いです。
スカイプ: amywangbest86
WhatsApp/電話番号 : +86 181 2071 5609
以前 :
2024 年旧正月休暇のお知らせ次 :
リチウム電池タブ
