- ホーム
- >
バッテリー生産ライン
- >
パウチセル生産ライン
- >
パウチセル組立ライン
カテゴリ
熱いプロダクト









Loading...

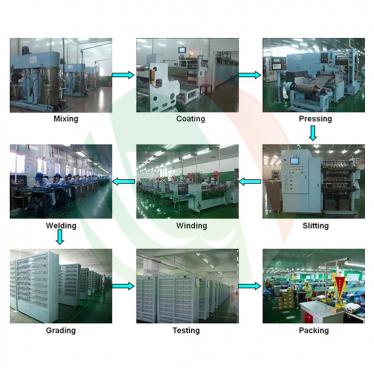
パウチセル組立ライン
ブランド:
TOB NEW ENERGY商品番号。:
TOB-PCAL01注文(moq):
1 Lineお支払い:
L/C,T/T,Western Union,paypal製品の起源:
China出荷港:
XIAMENリード タイム:
30-180days
パウチセルおよびスーパーキャパシタ組立ライン
仕様
TOB NEW ENERGY : 電池業界への20年間のサービス
バッテリータイプに適しています: パウチ、円筒形、ポリマー、アルミニウムシェル、機械: バッテリーおよびスーパーキャパシター実験室機器、手動、セミスト、自動機械およびライン、バッテリー試験機。
バッテリー生産ライン:「ターンキー」プロジェクトサービスを供給します。技術:電池技術コンサルティング、指導、研修、移管...etc
材料:電池、スーパーキャパシタ材料(フルセット)
TOB NEW ENERGYを選択 ハイレベルなバッテリーチームの選択について!
| ステップ | プロセス | 推奨装備 | |
| 電極の準備 | 1. 回転炉を使用して活物質を調製します。 | 炉 | |
| 2. 準備した粉末材料を混合し、粉砕します。 | ボールミル | ||
| 3. 準備した正極材料と負極材料を真空下で混合します。 | ミキサー | ||
| 4. 粘度計を使用してスラリーの粘度を測定します。 | 粘度計 | ||
| 5. 除鉄濾過装置を使用してスラリーを濾過します。 | フィルター | ||
| 6. 集電体に正極材料と負極材料をそれぞれ塗布し、乾燥させます。 |
コーター |
||
| 7. 正極シートと負極シートをカレンダー加工して、厚さを減らし、密度を高めます。 | カレンダー加工機 | ||
| 細胞の準備 | 積層工程 | 1. 電極を指定されたサイズの長方形のシートに切ります。 | ダイカットマシン |
| 2. 正極シート、負極シート、セパレータを(セパレータ+正極+セパレータ+負極)の順に重ねます。 | スタッキングマシン | ||
| 巻き取り工程 | 1. 電極とセパレータを所定の幅に細長く切ります。 | スリッター機 | |
| 2. 正極シート、負極シート、セパレータを(セパレータ+正極+セパレータ+負極)の順に重ねます。そして、それを巻き上げてバッテリーセルを作り始めます。 | 巻取機 | ||
| 電池タブと集電体の溶接 | 1. 超音波スポット溶接機を使用して、電池タブと集電体を溶接します。 | 超音波スポット溶接機 | |
| 2. バッテリーセルがショートしていないかどうかを測定します。 | ショートテスター | ||
| バッテリーセルの乾燥 | バッテリーセルを真空乾燥オーブンに入れて乾燥させます。 | 真空乾燥炉 | |
| セル封止工程 | 1. アルミラミネートフィルムパウチセルケースの成形。形成されたアルミニウムラミネートフィルムにセルを配置します。 | パウチセルケース成形機 | |
| 2. アルミラミネートフィルムの上面と側面を加熱シールします。 | トップ&サイドシール機 | ||
| 3. バッテリーセルをグローブボックスに移動します。 | グローブボックス | ||
| 4. グローブ ボックス内のバッテリー セルに適切な量の電解液を充填します。 | 電解液充填機 | ||
| 5. バッテリーセルをグローブボックス内の真空拡散チャンバーに置きます。真空拡散チャンバーを使用して、充填された電解液をバッテリーの電極に完全に浸透させます。 | 真空拡散室 | ||
| 6. 真空プレシール機を使用して、グローブ ボックス内のセルをシールします。 | 真空プレシール機 | ||
| 7. バッテリーの充放電を 3 回繰り返してバッテリーを作動させ、エアバッグに穴を開けてガスと余分な電解液を排出します。 | 成形機 | ||
| 8. グローブ ボックス内のセルの二次シールを完了します。 | 真空シール機 | ||
| 9. セルのアルミニウム ラミネート フィルム ケースの余分な端を切り取り、端を折ります。 | トリミングマシン | ||
| バッテリーテスト | 1. バッテリーテスターを使用して容量テストとサイクルテストを行います。 | バッテリーテスター | |
| 2. 内部抵抗テスターを使用してセルの内部抵抗を測定します。 | 内部抵抗計 | ||
製品の展示


電子メール: tob.amy@tobmachine.com
スカイプ:amywangbest86
Whatsapp/電話番号: +86 181 2071 5609
当社の製品に興味があり、詳細を知りたい場合は、ここにメッセージを残してください、できるだけ早く返信します。