- ホーム
- >
電池材料および材料分析
- >
バッテリータブ
- >
バッテリー用アルミストリップロール
カテゴリ
熱いプロダクト








Loading...
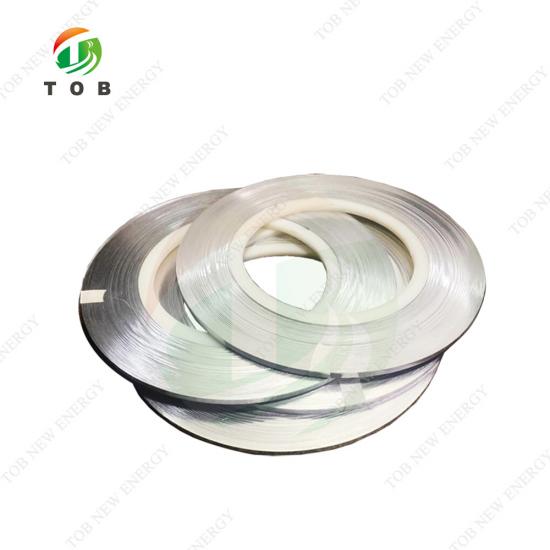
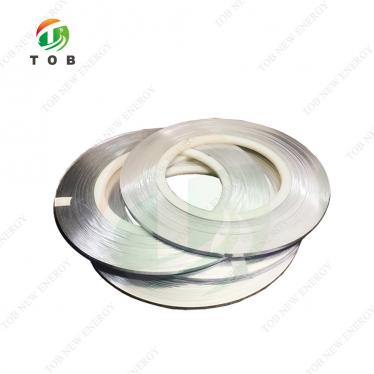
バッテリー用アルミストリップロール
カソード用のバッテリータブとして、バッテリーグレードのアルミニウムストリップを提供しています。
カスタマイズされたサービスを提供します。
ブランド:
TOB NEW ENERGY商品番号。:
TOB-Strip-Al注文(moq):
1お支払い:
L/C,T/T製品の起源:
China出荷港:
XIAMEN
バッテリー用アルミストリップロール
|
標準サイズ
|
|
|
幅
|
4mm
|
|
厚さ
|
0.1mm
|
|
重さ
|
0.3kg/巻
|
標準
1. 範囲
この規格は、アルミニウムストリップ/シート、試験方法、検査規則および標識、梱包、輸送、保管、および発注書 (または契約書) の内容などに関する要件を規定しています。
2. 規範的参照
以下の文書中の条項は、この規格で引用された後、この規格の条項となります。日付付きの参照文書については、その後のすべての修正 (正誤表の内容を除く) または改訂は、この規格には適用されません。ただし、この標準に基づいて合意に達したすべての関係者は、これらのドキュメントの最新バージョンを使用できるかどうかを検討することをお勧めします。日付のない参照については、最新バージョンがこの規格に適用されます。
GB/T3880.1-2006 General Industrial Aluminium and Aluminium Alloy Plates and Strips Part 1: 一般要求事項
GB/T3880.2-2006 一般産業用アルミニウムおよびアルミニウム合金板およびストリップ パート 2: 機械的特性
GB/T3880.3-2006 一般産業用アルミニウムおよびアルミニウム合金板およびストリップ パート 3: 寸法偏差
GB/T 3198-2003 アルミニウムおよびアルミニウム合金箔
GB/T 8888 重非鉄金属加工製品の梱包、マーキング、輸送および保管
GB/T 3190-1996 鍛造アルミニウムおよびアルミニウム合金の化学組成
3. 要件
3.1 製品分類
3.1.1 ブランド、ステータス、仕様
ストリップのグレード、状態、および仕様は、表 1 の要件を満たす必要があります。
表 1 グレード、ステータスおよび仕様
|
学年 |
状態 |
厚さmm |
幅mm |
|
1060 |
〇 |
0.05~0.3 |
2~85 |
|
注: - サプライヤーとバイヤー間の交渉の後、他のグレード、状態、および仕様のストリップが利用可能になります。 |
|||
3.2 化学組成
ストリップの化学組成は、GB/T 3190-1996 の要件を満たす必要があります。
3.3 寸法と許容偏差
3.3.1 アルミニウム材料の厚さとその許容偏差は、表 2 の要件を満たすものとします。
表2 アルミの板厚と許容偏差(
単位はmm
)
|
厚さ(T) |
厚さ公差、± |
幅(W)、± |
||||||
|
より高い精度レベル |
普通レバー |
2≦W <10 |
10≦W <50 |
50≦W <100 |
100≦W <150 |
150≦W <200 |
200≦W |
|
|
0.05≦T<0.1 |
0.005 |
0.008 |
0.05 |
0.1 |
0.15 |
0.2 |
0.3 |
0.5 |
|
0.1≦T<0.2 |
0.008 |
0.010 |
0.08 |
0.1 |
0.12 |
0.15 |
0.3 |
0.5 |
|
0.2≦T<0.3 |
0.010 |
0.012 |
||||||
|
0.3≦T<0.4 |
0.012 |
0.015 |
0.10 |
0.15 |
0.25 |
0.50 |
0.80 |
1.00 |
|
0.4≦T<0.5 |
0.015 |
0.025 |
||||||
|
サイドキャンバー(mm/M) |
≤1 |
≤3 |
≤3 |
≤5 |
≤5 |
≤5 |
||
|
ノート: --供給者とバイヤー間の交渉の後、他の仕様および許容偏差のストリップが利用可能です。 --要求者が一方通行を希望する場合は表の値の2倍とし、特別な事情がある場合は別途記載する。 -- ストリップの許容偏差精度要件を契約で指定する必要があります。そうでない場合、供給は最も低い精度レベルに基づきます。 |
||||||||
3.4 機械的性質
ユーザーが要求し、契約で指定された場合、ストリップは機械的性能試験を受け、ストリップの機械的特性は表 3 の要件を満たす必要があります。
表3 ストリップの機械的性質
|
学年 |
状態 |
厚さ/mm |
引張強さ Rm /(N/mm2) |
伸びA/% (よりは少なくない) |
|
1060 |
〇 |
0.050~0.089 |
45~100 |
4 |
|
0.090~0.139 |
50~100 |
6 |
||
|
0.140~0.200 |
50~100 |
10 |
||
|
0.210~0.300 |
60~100 |
13 |
||
|
H12、H22 |
0.050~0.300 |
80~120 |
/ |
|
|
1060 |
H14、H24 |
0.050~0.300 |
95~135 |
/ |
|
H16、H26 |
0.050~0.300 |
110~150 |
/ |
|
|
H18 |
0.050~0.300 |
125以上 |
/ |
|
|
注 1: 供給者とバイヤー間の交渉により、その他の条件および特性のストリップを使用できます。 |
||||
3.5 繰り返し曲げ試験
ストリップの繰り返し曲げ試験の結果は、表 4 の要件を満たす必要があります。
表4 繰り返し曲げ試験
|
状態 |
曲げ角度 |
曲げ回数、≥ |
要件 |
|
〇 |
180° |
8 |
曲げ部にクラックや層間剥離なし |
|
H12、H22 |
180° |
6 |
|
|
H14、H24 |
180° |
4 |
|
|
H16、H26 |
180° |
3 |
|
|
H18 |
180° |
2 |
3.6 ストリップ硬度
ストリップの硬度は、表 5 の要件を満たす必要があります。
表5 ストリップの硬さ性能
|
学年 |
状態 |
硬度(HV) |
|
1060 |
〇 |
<25 |
|
H12、H22 |
25~30 |
|
|
H14、H24 |
30~40 |
|
|
H16、H26 |
40~45 |
|
|
H18 |
>45 |
|
|
注 1: 購入者が性能に関して他の要件を持っている場合、指標は両当事者によって交渉され、決定されるものとします。 |
||
3.7 表面品質
3.7.1 ストリップの表面は滑らかできれいでなければならず、剥離、亀裂、剥がれ、気泡、とげ、しわ、および含有物があってはなりません。
3.7.2 ストリップの表面には、ストリップの厚さが許容偏差を超えない程度の局所的な引っかき傷、スポット、ピット、くぼみ、ロール マーク、研磨マークなどの軽微な欠陥があってもかまいません。
3.7.3 ストリップの表面のわずかな波、黒ずみ、局部的なわずかな油染みは、廃棄の根拠として使用してはならない。
4.試験方法
4.1 ストリップの化学組成の調停分析方法は、GB/T 3190-1996 または供給者と購入者の間で合意されたその他の方法に従って実行されるものとします。
4.2 ストリップの硬度性能試験は、GB/T4340.1-1999 に従って実施されます。
4.3 ストリップの外寸は、対応する精密測定ツールで測定されます。
4.4 ストリップの表面品質は視覚的に検査されます。
4.5 ストリップの繰り返し曲げ試験方法 ノギスを使用してアルミニウム ストリップをクランプし、前後に曲げ、破断したストリップの数を記録します。
5.検査規則
5.1 検査と受け入れ
5.1.1製品の品質がこの規格の要件を満たしていることを確認するために、サプライヤーの技術監督部門がストリップを検査し、品質証明書に記入する必要があります。
5.1.2 購入者は、この規格の規定に従って、受け取った製品を検査するものとします。検査結果が本基準及び注文契約の規定と矛盾する場合は、書面で供給者に提出し、供給者と買主は交渉して解決しなければならない。表面品質および寸法偏差に関する異議は、製品の受領日から 1 か月以内に提出する必要があり、その他の特性に関する異議は、製品の受領日から 3 か月以内に提出する必要があります。仲裁が必要な場合は、サプライヤーとバイヤーの両方が共同で仲裁サンプリングを実施する必要があります。
5.2 バッチ
ストリップはバッチで検査のために提出する必要があり、各バッチは同じブランド、状態、および仕様の製品で構成され、バッチの重量は500kgを超えてはなりません
5.3 検査項目
ストリップの各バッチは、化学組成の検証、外形寸法、硬度パラメータ、および表面品質検査を受ける必要があります。バイヤーが要求し、契約で指定されている場合、ストリップはプロセス性能検査の対象となります。
5.4 サンプリング
ストリップのサンプリングは、表 6 の要件を満たす必要があります。
表 6 サンプリング規則
|
試験項目 |
サンプリング規制 |
記事番号が必要です |
試験方法の品番 |
|
化学組成 |
ストリップの各バッチから 1 つのサンプルを取ります。許可する 元のインゴットまたはビレットの分析結果を含むサプライヤーレポート |
3.2 |
4.1/5.3 |
|
硬度 |
ストリップのバッチごとに 3 つのコイルを取り、圧延方向に沿って各コイルから 1 つのサンプルを取り出します |
3.5 |
4.2 |
|
繰り返し曲げ試験 |
ストリップのバッチごとに 3 つのコイルを取り、圧延方向に沿って各コイルから 1 つのサンプルを取り出します |
3.4 |
4.5 |
|
寸法 |
ロールバイロール |
3.3 |
4.3 |
|
表面品質 |
ロールバイロール |
3.6 |
4.4 |
5.5 検査結果の判定
5.5.1 化学組成が不適格である場合、製品のバッチは不適格とみなされるものとする。
5.5.2 ストリップの形状偏差、表面品質、繰り返し曲げ試験が不合格の場合、そのストリップは不合格と判断されます。
5.5.3 サンプルが検査結果で不適格である場合、テストを繰り返すために、製品のバッチから別の 2 倍の数のサンプルを採取する必要があります。繰り返しのテスト結果がすべて認定された場合、製品のバッチ全体が認定されたと判断されます。繰り返しテストの結果にまだ不合格のサンプルがある場合、製品のバッチは不合格またはすべてテストされていると判断され、合格したものはバッチで出荷されます。
6. 表示、梱包、輸送、保管
6.1マーキング
各製品には、次のことを示すラベルまたはタグを付ける必要があります。
a) サプライヤーの品質管理部門の検査;
b) 製造者名;
c) 製品の仕様と状態;
d) 製品バッチ番号;
e) 数量
6.2 マーキング、梱包、輸送および保管
製品のマーキング、梱包、輸送、保管、および品質証明書は、GB/T 8888 の要件を満たす必要があります。
6.3 品質証明書
製品の各バッチには、次のような品質証明書が添付されている必要があります。
a) 供給者の名前;
b)商品名;
c) 製品のブランド、仕様、ステータス;
d) 正味重量;
e) 品質管理部門の分析と検査(検証)の結果とマーク。
f) 製造日、報告日
製品表示

電子メール : tob.amy@tobmachine.com
スカイプ : amywangbest86
Whatsapp/電話番号 : +86 181 2071 5609
当社の製品に興味があり、詳細を知りたい場合は、ここにメッセージを残してください、できるだけ早く返信します。